


EL 1.2990 mod. DE UN VISTAZO
¿Qué tipo de acero es el 1.2990 mod.?
El acero para herramientas 1.2990 mod. tiene carburos más finos y distribuidos de forma más homogénea en comparación con los aceros con un 12 % de Cr y los aceros convencionales con un 8 % de Cr. La estructura más homogénea mejora la maquinabilidad y la tenacidad. Debido al menor contenido de carbono y cromo, el acero ledeburítico 1.2990 mod. es fácil de mecanizar, bajos costes de herramienta, menos virutas en el filo, buena fiabilidad de producción y una buena vida útil de la herramienta.
Características
El acero para herramientas 1.2990 mod. se distingue de otros aceros para herramientas por la combinación única de tenacidad, resistencia al desgaste y resistencia. Alcanza una gran dureza sin perder tenacidad. Estas características lo convierten en una elección fiable para muchas aplicaciones en las que se requieren alto rendimiento, versatilidad y durabilidad.
- tenacidad elevada
- resistencia a la compresión excelente
- resistencia al desgaste adhesivo excelente
- acero de temple secundario
- poco cambio dimensional
- erosionable
- muy apto para nitrurar
Posibilidades de aplicación
El 1.2990 mod. se utiliza en muchos sectores distintos gracias a la combinación de propiedades única que tiene. A continuación se muestran algunos ejemplos de uso del 1.2990 mod.
- herramientas de corte
- herramientas para troquelar
- herramientas de corte de precisión
- matrices
- punzones
- herramientas para laminar roscas
- herramientas para conformar en frío
- herramientas de embutición profunda
- herramientas para madera
- herramientas para estampar
- herramientas de plegado
- cuchillas para máquinas
- cuchillas para cizallas circulares
- elementos de construcción de máquinas
1.2990 mod. Valores estándar
Análisis químico (+ adiciones):
| C | Cr | Mo | V |
|---|---|---|---|
| 1,0 - 1,0 | 8,0 - 8,0 | 1,8 - 2,7 | 0,15 - 0,5 |
Denominación química:
~X100CrMoV8-2
Dureza de trabajo:
57-63 HRC
Dureza al suministrar:
máx. 250 HB
LAS CARACTERÍSTICAS FÍSICAS
DEL 1.2990 mod.
¿A qué grupo de acero pertenece el 1.2990 mod.?
• Acero para herramientas
• Acero para moldes de plástico
• Acero para trabajar en frío
¿Es un acero inoxidable el 1.2990 mod.?
Para ser clasificado como acero inoxidable, se requiere un contenido mínimo del 10,5 % de cromo. El 1.2990 mod. tiene un contenido del 8 % y, por lo tanto, no se puede clasificar como acero inoxidable.
¿Es resistente a la corrosión el 1.2990 mod.?
¿Es magnetizable el 1.2990 mod.?
La resistencia al desgaste del 1.2990 mod.
LAS CARACTERÍSTICAS TÉCNICAS DEL 1.2990 mod.
¿Es un acero para cuchillos el 1.2990 mod.?
La dureza de trabajo del 1.2990 mod.
La densidad del 1.2990 mod.
La resistencia a la tracción del 1.2990 mod.
La maquinabilidad del 1.2990 mod.
La conductividad térmica del 1.2990 mod.
valor
24,0
20 °C
25,9
100 °C
26,8
150 °C
27,1
200 °C
27,4
300 °C
27,2
400 °C
26,8
500 °C
El coeficiente de dilatación térmica del 1.2990 mod.
10-6m/(m*K)
11,4
20 – 100 °C
11,6
20 – 150 °C
11,7
20 – 200 °C
12,0
20 – 300 °C
12,3
20 – 400 °C
12,4
20 – 450°C
12,6
20 – 500 °C
La resistencia eléctrica específica del 1.2990 mod.
valor (Ohm*mm²)/m
0,64
20 °C
1.2990 mod. Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, oder das Elastizitätsmodul (Youngscher Modul), für Werkzeugstahl 1.2990 mod. liegt bei 260 kN/mm2.
¡Pasión por el acero!
PROCEDIMIENTO DEL 1.2990 mod.
El tratamiento térmico del 1.2990 mod.
El tratamiento térmico determina las características de los materiales. Por lo tanto, siempre debe realizarse con cuidado. Se determinan características como la resistencia, la tenacidad, la dureza superficial y la resistencia a la temperatura, que a su vez pueden prolongar o mejorar la vida útil de los componentes, las herramientas y las piezas.
El tratamiento térmico incluye el recocido por disolución, el recocido blando, el normalizado, el alivio de tensiones, pero también el revenido, el temple y el enfriamiento o el bonificado.
El acero para herramientas 1.2990 mod. normalmente se templa al aire en un horno de vacío, pero también se puede templar en un horno de gas o eléctrico, con o sin atmósfera controlada. Para ello, la pieza se envuelve en una lámina inoxidable o se sumerge en un baño de sal a altas temperaturas y se templa.
El recocido del 1.2990 mod.
El alivio de tensiones del 1.2990 mod.
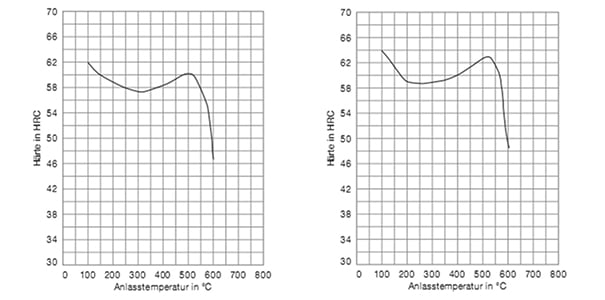
El revenido del 1.2990 mod.
El tratamiento criogénico del 1.2990 mod.
Un tratamiento del 1.2990 mod. a una temperatura de -185 °C entre el primer y el segundo proceso de revenido puede tener un efecto positivo en la tenacidad de la pieza.
Advertencia: Un tratamiento por debajo de cero siempre debe ir seguido de un revenido.
El temple del 1.2990 mod.
El temple con aire 1.2990 mod.
El temple en baño de sal del 1.2990 mod.
El enfriamiento del 1.2990 mod.
El acero para herramientas 1.2990 mod. se puede templar de la siguiente manera:
• Aire
• Aceite
• Baño térmico (500 – 550 °C)
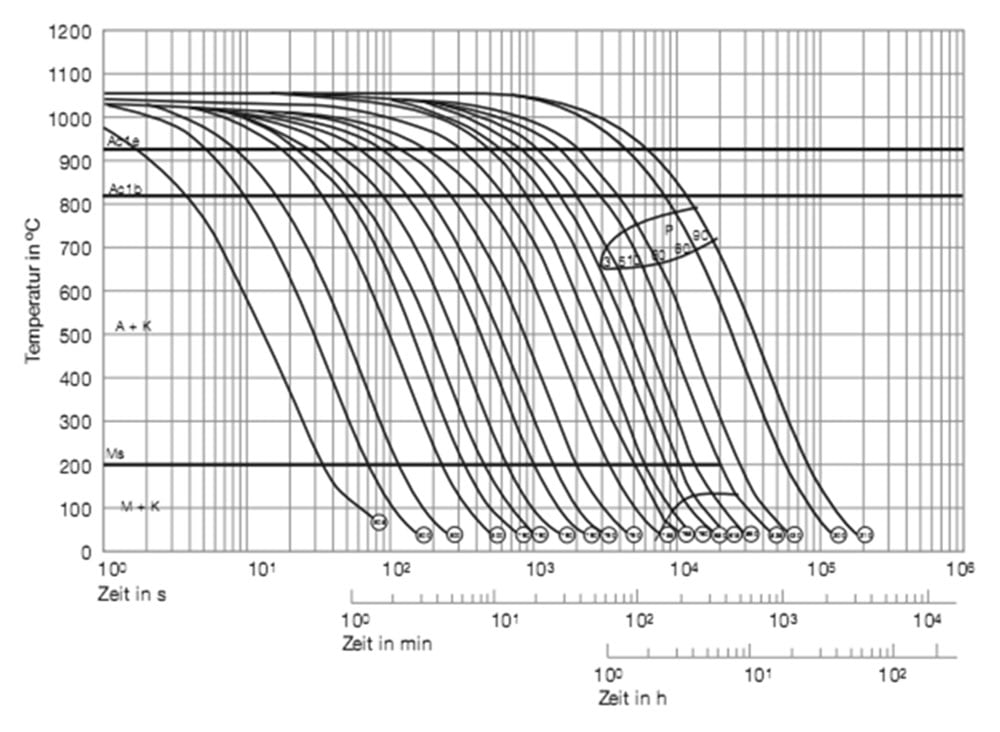
El diagrama TTT continuo del 1.2990 mod.
EL TRATAMIENTO SUPERFICIAL DEL 1.2990 mod.
EL TRATAMIENTO SUPERFICIAL DEL 1.2990 mod.
La nitruración del 1.2990 mod.
El recubrimiento PVD del 1.2990 mod.
El recubrimiento PVD (deposición física de vapor, PVD, por sus siglas en inglés Physical Vapor Deposition) es un proceso en el que se aplica una capa fina y resistente al desgaste al material o a la pieza en un rango de temperatura de 200 – 500 °C.
• PVD: deposición física de vapor
El recubrimiento CVD del 1.2990 mod.
El recubrimiento CVD (deposición química de vapor, CVD por sus siglas en inglés Chemical Vapor Deposition) es un proceso en el que se inyecta un material de partida altamente volátil en una cámara (normalmente al vacío). Al calentar la cámara hasta la temperatura de reacción, el material de partida reacciona o se descompone y se une a la superficie del material.
• CVD: deposición química de vapor
El galvanizado por difusión térmica del 1.2990 mod.
EL MECANIZADO DEL 1.2990 mod.
La electroerosión del 1.2990 mod.
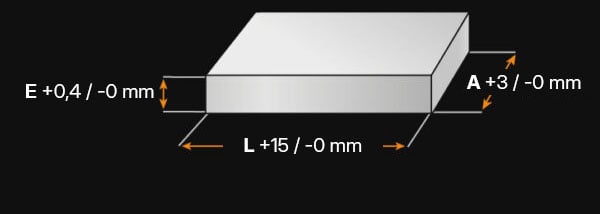
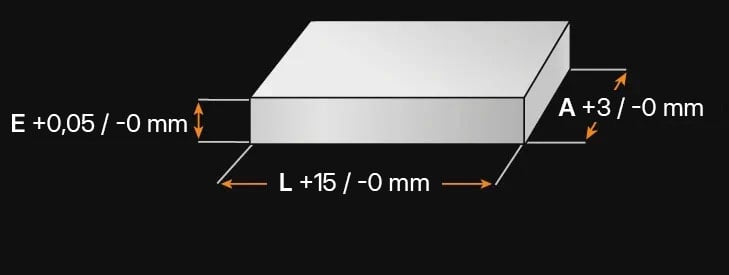
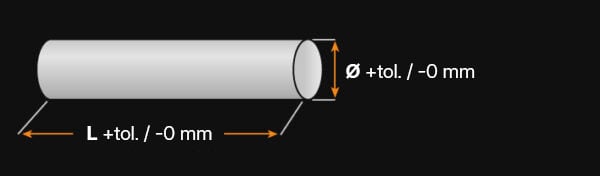
La sobremedida / los cambios dimensionales del 1.2990 mod.
Forjar el 1.2990 mod.
Soldar el 1.2990 mod.
Las bajas temperaturas de precalentamiento y postcalentamiento reducen, en comparación con el 1.2379, la formación de grietas mientras se suelda y facilitan la soldadura. La baja pérdida de dureza en las zonas afectadas minimiza el deterioro de sus propiedades.
















