
EL HSS PM 4 DE UN VISTAZO
¿Qué tipo de acero es el HSS PM 4?
El HSS PM 4 (número de material 1.3361) tiene una estructura muy limpia y homogénea con carburos distribuidos de manera uniforma que optimizan la resistencia al desgaste. El alto contenido de carbono y vanadio confiere al PM 4 (PMHS 6-5-4) una resistencia a la abrasión excepcional, lo cual lo hace especialmente adecuado para punzones para trabajar en frío, el mecanizado de aleaciones abrasivas y aplicaciones de corte de alta velocidad.
Volframio (W)
forma carburos (especialmente carburo de volframio), que aumentan la dureza en caliente, la resistencia al revenido y la resistencia al desgaste.
Molibdeno (Mo)
el molibdeno puede sustituir al wolframio y tiene el mismo efecto que éste con la mitad de masa. El molibdeno forma carburo, aumenta la dureza en caliente así como la resistencia al revenido y al desgaste, pero se debe someter a un tratamiento térmico más complejo.
Cromo (Cr)
interviene en la formación de carburos y mejora la templabilidad a corazón. Esto permite templar herramientas con secciones transversales grandes.
Cobalto (Co)
aumenta la temperatura hasta la que se puede utilizar el material, es decir, por encima de la cual se transforma la martensita. Impide que precicipten carburos.
Vanadio (V)
forma carburo de vanadio que, como en algunos otros aceros, aumenta la resistencia al desgaste debido a la dureza (58 HRC) que tiene.
Carbono (C)
es necesario para que se formen tanto martensita como carburos. La proporción se ajusta en función de la proporción de los demás elementos.
Características
El HSS PM 4 posee una gran combinación de características gracias al proceso pulvimetalúrgico. Tiene una gran resistencia al desgaste, tenacidad, alta dureza y una microestructura fina y uniforme. Estas características hacen de este material una buena elección para herramientas y cuchillas que necesitan mantener su filo durante un largo periodo de tiempo. También para componentes como engranajes y cojinetes, así como para aplicaciones que requieren altas velocidades.
- acero rápido
- acero pulvimetalúrgico
- alta tenacidad
- muy alta resistencia al desgaste
- alta pureza
- homogeneidad optimizada
- distribución uniforme y fina del carburo
- mayor resistencia a la fractura
- estabilidad mejorada de los bordes
Posibilidades de aplicación
El acero rápido (HSS) es un acero de alta aleación que se suele utilizar para brocas, machos de roscar, herramientas de torneado y brochas. En comparación con el acero común para trabajar en frío, que pierde la dureza a unos 200 °C, el PM 4 conserva la dureza hasta una temperatura de 600 °C y permite así una velocidad de corte de 3 a 4 veces superior. La base de sus capacidades reside en las aleaciones y la estructura martensítica que lo forman.
- herramientas para troquelar
- herramientas para corte de precisión
- herramientas para cortar
- herramientas de mecanizado por arranque de virutas
- herramientas para brochar
- cuchillas para tornear
- herramientas para trabajar madera
- cuchillas de impacto para engranajes
- segmentos de sierra circular
- sierras de metal
- terrajas de roscar
- avellanadores
- punzones para extrusión en frío
- herramientas para embutición profunda
- moldes para plástico con alta resistencia al desgaste
PM 4 Valores estándar
Análisis químico:
| C | Si | Mn | P | S | Cr | Mo | V | W |
|---|---|---|---|---|---|---|---|---|
| 1,25 - 1,4 | 0,0 - 0,45 | 0,0 - 0,4 | 0,0 - 0,03 | 0,0 - 0,03 | 3,8 - 4,5 | 4,2 - 5,0 | 3,7 - 4,2 | 5,2 - 6,0 |
Denominación química:
PMHS6-5-4
Dureza de trabajo:
62-65 HRC
Dureza al suministrar:
270 HB
LAS CARACTERÍSTICAS FÍSICAS DEL PM 4
¿A qué grupo de aceros pertenece el PM 4?
¿Qué es el acero PM?
¿Es un acero inoxidable el PM 4?
Para ser clasificado como acero inoxidable, debe tener un contenido de cromo del 10,5 %. Con un contenido de cromo del 3,8 – 4,5 %, el PMHS6-5-4 no es un acero inoxidable.
¿Es resistente a la corrosión el PM 4 ?
¿Es magnetizable el acero rápido PM 4?
La resistencia al desgaste del PM 4
LAS CARACTERÍSTICAS TÉCNICAS DEL PM 4 (1.3361)
¿Es un acero para cuchillos el PM 4?
La dureza de trabajo del PM 4 (1.3361)
La densidad del PM 4
La resistencia a la tracción del PM 4
La maquinabilidad del PM4
La conductividad térmica del PM 4
valor W/(m*K)
23,5
20 °C
26,8
350 °C
36,2
700 °C
El coeficiente de dilatación térmica del PM 4
valor 10-6m/(m*K)
10,6
20 – 100 °C
11,7
20 – 200 °C
11,9
20 – 300 °C
12,4
20 – 400 °C
La capacidad térmica específica del PM 4
La resistencia eléctrica específica del PM 4
valor (Ohm*mm2)/m
0,53
20°C
HSS PM 4 Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, oder das Elastizitätsmodul (Youngscher Modul), für Schnellarbeitsstahl PM 4 liegt bei 214 kN/mm2.

PROCEDIMIENTO DEL PM 4 (1.3361)
El tratamiento térmico del PM 4
El recocido del PM 4
El alivio de tensiones del PM 4
El revenido del PM 4
El temple del PM 4
La descarburación del PM 4
El enfriamiento del PM 4
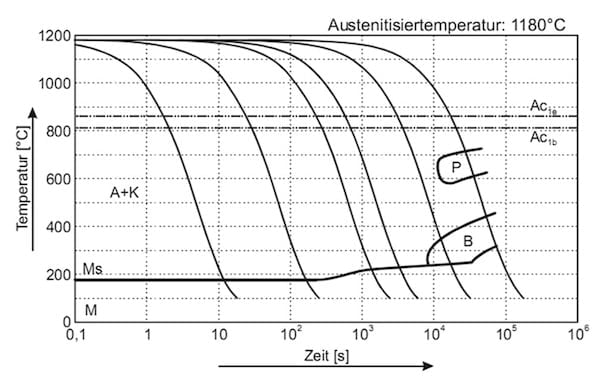
El diagrama TTT continuo del PM4