


EL 1.2360 / 1.2360 mod. DE UN VISTAZO
¿Qué tipo de acero es el 1.2360 / 1.2360 mod.?
El 1.2360 / 1.2360 mod. es un acero templado al aire para trabajar en frío con un contenido de cromo del 8 %, también conocido como acero Chipper. Se utiliza cuando se requiere una combinación de tenacidad alta y buena resistencia al desgaste.El X48CrMoV8-1-1 / X48CrMoV8-1 tiene una estabilidad dimensional durante el tratamiento térmico excelente.
Características
En general, el 1.2360 / 1.2360 mod. es un acero para herramientas para trabajar en frío muy robusto y de aplicación universal. Se caracteriza por ser temple, tener una alta tenacidad y resistencia al desgaste.
- acero para herramientas
- acero para cuchillos Chipper
- acero para trabajar en frío
- acero templable al aire
- alta resistencia al desgaste
- buena resistencia al revenido
- de aplicación universal
- se puedo erosionar
- se puede nitrurar
- no es soldable
Posibilidades de aplicación
El 1.2360 / 1.2360 mod. se elige a menudo por la combinación de resistencia al desgaste y tenacidad que ofrece. Las piezas están expuestas a fuerzas como impactos y golpes, así como a un gran desgaste, por ejemplo, al talar árboles.
Algunas aplicaciones del 1.2360 / 1.2360 mod. son:
Punzones, matrices y herramientas de moldeo: al utilizar el 1.2360 / 1.2360 mod. se evitan roturas y astillamientos gracias a la buena resistencia al desgaste y la tenacidad excelente que tiene. A temperatura ambiente, se puede moldear/conformar fácilmente, por ejemplo, durante el estampado en frío. La robustez del 1.2360 / 1.2360 mod. impide que punzones y matrices se astillen o agrieten, así como se deformen bajo presión.
Cuchillas, hojas y herramientas de corte: las cuchillas y hojas de cizalla, corte longitudinal o transversal deben tener buenas propiedades de corte, pero también deben ser capaces de soportar algunos impactos. La resistencia al desgaste y la tenacidad del 1.2360 / 1.2360 mod. también son importantes en este caso.
- herramientas de corte
- herramientas para troquelar
- herramientas para estampar
- herramientas para conformar
- estampas de prensado
- insertos de estampas
- estampado por extrusión
- armaduras
- herramientas para extrusión en frío
- herramientas para tubos
- cizallas de palanquilla (caliente)
- cizallas de rodadura
- cizallas para chapas de hasta 15 mm de espesor
- cuchillos industriales
- cuchillos para astillar madera
- cuchillas para enchapa
1.2360 / 1.2360 mod. Valores estándar
Análisis químico:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,45 - 0,5 | 0,7 - 0,9 | 0,35 - 0,45 | 0,0 - 0,02 | 0,0 - 0,005 | 7,3 - 7,8 | 1,3 - 1,5 | 1,3 - 1,5 |
Denominación química:
X48CrMoV8-1-1/ X48CrMoV8-1
Dureza de trabajo:
50-60 HRC
Dureza de trabajo:
máx. 250 HB
LAS CARACTERÍSTICAS FÍSICAS DEL 1.2360 / 1.2360 mod.
¿A qué grupo de aceros pertenece el 1.2360 / 1.2360 mod.?
¿Es un acero inoxidable el 1.2360 / 1.2360 mod.?
El acero inoxidable clásico tiene un contenido mínimo del 10,5 % de cromo, mientras que el 1.2360 / 1.2360 mod. tiene un contenido del 7,8 %. Por lo tanto, el 1.2360 / 1.2360 mod. no es un acero inoxidable clásico. Para proteger el 1.2360 / 1.2360 mod. y evitar la corrosión, las piezas se tienen que recubrir con una capa protectora.
¿Es resistente a la corrosión el 1.2360 / 1.2360 mod.?
¿Es magnetizable el 1.2360 / 1.2360 mod.?
Trabajar en frío el 1.2360 / 1.2360 mod.
La resistencia al desgaste del 1.2360 / 1.2360 mod.
LAS CARACTERÍSTICAS TÉCNICAS DEL 1.2360 / 1.2360 mod.
¿Es un acero para cuchillos el 1.2360 / 1.2360 mod.?
La dureza de trabajo del 1.2360 / 1.2360 mod.
La densidad del 1.2360 / 1.2360 mod.
La resistencia a la tracción del 1.2360 / 1.2360 mod.
El límite elástico del 1.2360 / 1.2360 mod.
La maquinabilidad del 1.2360 / 1.2360 mod.
La conductividad térmica del 1.2360 / 1.2360 mod.
valor W/(m*K)
26,1
20 °C
27,1
200 °C
28,6
400 °C
El coeficiente de dilatación térmica del 1.2360 / 1.2360 mod.
valor W/(m*K)
11,6
20 – 200 °C
11,3
68 – 400 °C
La capacidad térmica específica del 1.2360 / 1.2360 mod.
La resistencia eléctrica específica del 1.2360 / 1.2360 mod.
valor (Ohm*mm²)/m
0,19
20 °C
1.2360 / 1.2360 mod. Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul bzw. Elastizitätsmodul (Youngscher Modul) für 1.2360 / 1.2360 mod. liegt bei 210 kN/mm2.
¡SOLICITE TAMBIÉN PEQUEÑAS CANTIDADES, SIN VALOR DE PEDIDO MÍNIMO!

PROCEDIMIENTO DEL 1.2360 / 1.2360 mod.
El tratamiento térmico del 1.2360 / 1.2360 mod.
Las características del material se determinan durante el tratamiento térmico. Por lo tanto, siempre se tiene que realizar con cuidado. Se determinan características como la resistencia, la tenacidad, la dureza superficial y la resistencia a la temperatura, que a su vez pueden prolongar/mejorar la vida útil de piezas, herramientas y componentes.
El tratamiento térmico incluye el recocido por disolución, el recocido blando, el normalizado, el alivio de tensiones, pero también el revenido, el temple y el enfriamiento o el bonificado.
El recocido del 1.2360 / 1.2360 mod.
Después del trabajo en caliente y antes de volver a templar, el material debe recocerse.
Caliente las piezas a una velocidad máxima de 220 °C por hora hasta alcanzar una temperatura de 885 °C. Mantenga esta temperatura durante 1 hora por cada 25 mm de espesor, pero como mínimo durante 2 horas.
Finalice el proceso enfriando lentamente el material en el horno a 650 °C en incrementos de 10 °C por hora. A continuación, deje que se enfríe a temperatura ambiente en el horno o al aire libre.
El alivio de tensiones del 1.2360 / 1.2360 mod.
El normalizado del 1.2360 / 1.2360 mod.
El normalizado es, en general, un proceso para refinar la microestructura del material. El resultado de una microestructura más fina es una estructura granular mejorada y unas características mecánicas mejoradas.
A esta calidad de material no se realiza el proceso de normalizado.
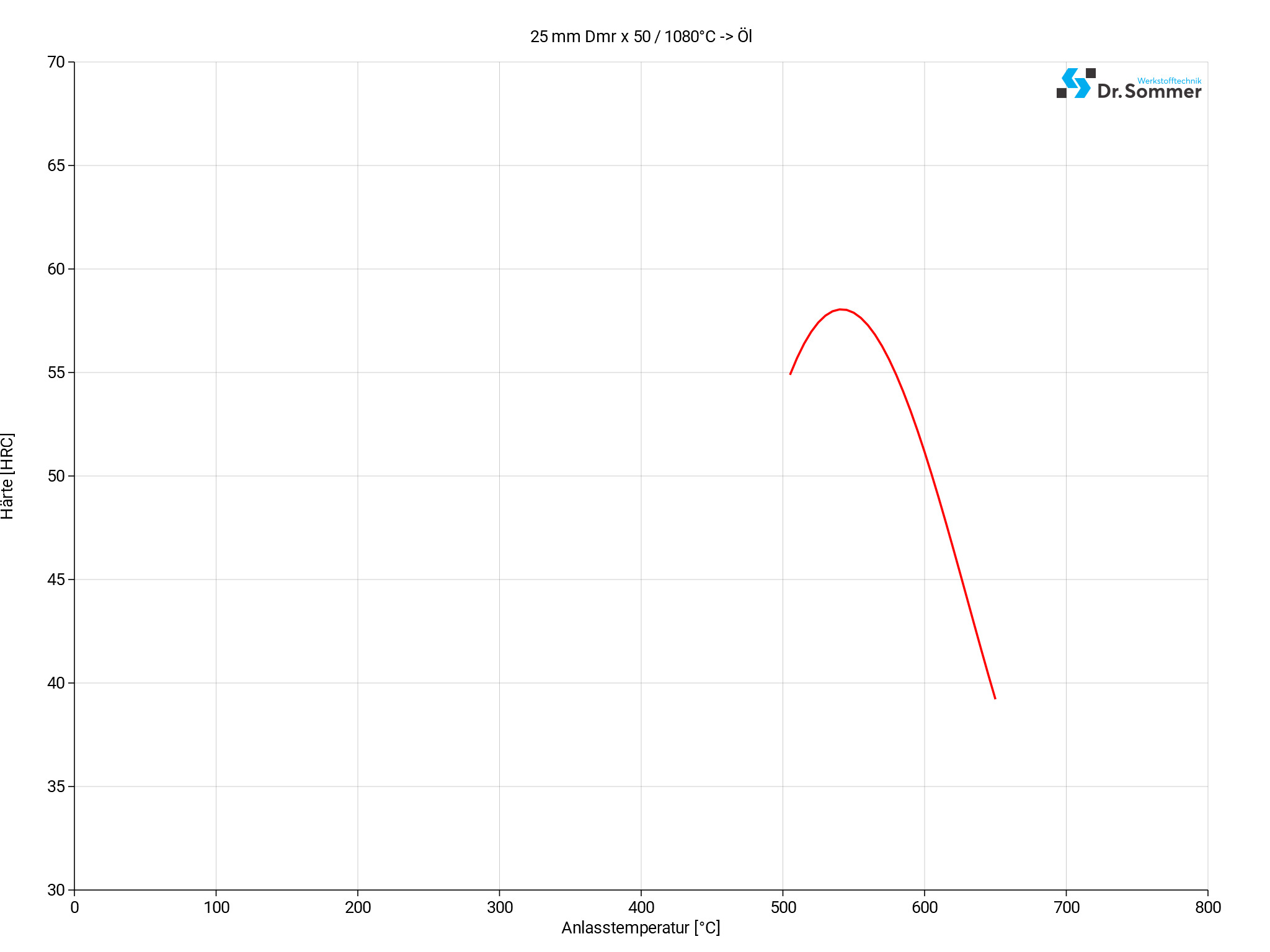
El recocido del 1.2360 / 1.2360 mod.
Las piezas de 1.2360 / 1.2360 mod. se tiene que recocer inmediatamente después de templar en un rango de temperatura de 150 a 315 °C. Se mantienen durante 1 hora por cada 25 mm de espesor, con un mínimo de 2 horas, y se dejan enfriar al aire a temperatura ambiente. Para templar dos veces las piezas, utilice una temperatura mínima de 480 °C.
Para materiales que se utilizan para erosionar o que tienen una sección transversal superior a 152 mm, es muy recomendable que se mantengan durante un tiempo de 4 a 6 horas.
El temple del 1.2360 / 1.2360 mod.
El tratamiento criogénico del 1.2360 / 1.2360 mod.
El enfriamiento del 1.2360 / 1.2360 mod.
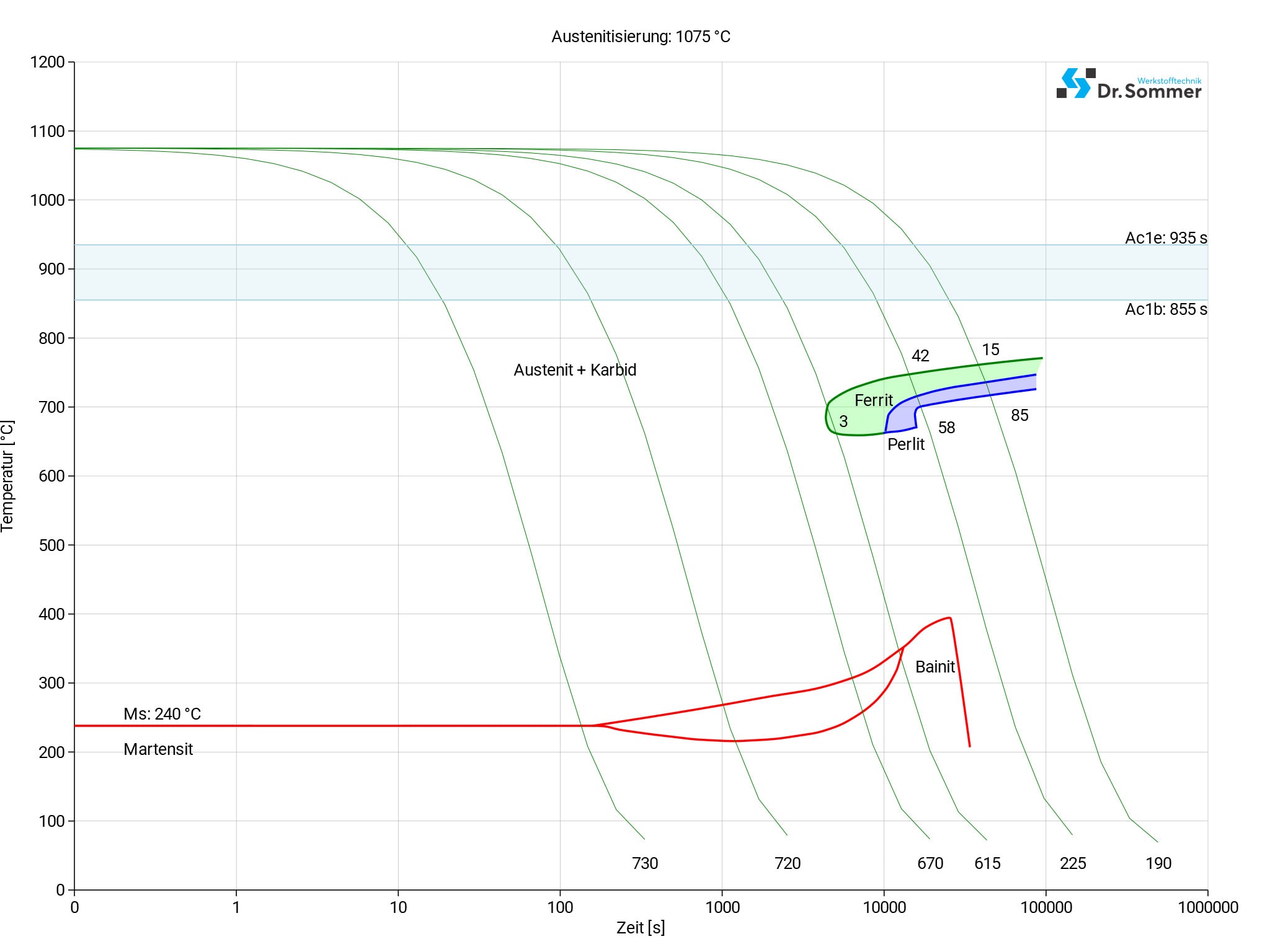
El diagrama TTT continuo del 1.2360 / 1.2360 mod.
EL TRATAMIENTO SUPERFICIAL DEL 1.2360 / 1.2360 mod.
EL TRATAMIENTO SUPERFICIAL DEL 1.2360 / 1.2360 mod.
La nitruración del 1.2360 / 1.2360 mod.
La carburación del 1.2360 / 1.2360 mod.
La carbonitruración del 1.2360 / 1.2360 mod.
El recubrimiento de óxido negro del 1.2360 / 1.2360 mod
Los procesos PVD y CVD del 1.2360 / 1.2360 mod.
EL MECANIZADO DEL 1.2360 / 1.2360 mod.
Hay que tener precaución al mecanizar el 1.2360 / 1.2360 mod. Dado que se trata de un acero templado al aire, la eliminación del material se tiene que hacer rápidamente. Durante el mecanizado se puede generar un calor considerable que puede endurecer el material durante el proceso.
El 1.2360 / 1.2360 mod. es un material muy duro, para cuyo mecanizado pueden ser necesarias herramientas especiales. Debido a la alta resistencia al desgaste que tiene, puede que sea necesario cambiar o afilar las herramientas con mayor frecuencia.
















