


Sie wollen mehr über den 1.2083 und seine Vorteile erfahren?
EL 1.2083 ESR DE UN VISTAZO
¿Qué tipo de acero es el 1.2083 ESR?
El acero para herramientas 1.2083 ESR (ESR = Electro-Slag-Refined or Remelted, en español, refundición por electroescoria) es un acero para trabajar en frío resistente a la corrosión. Es un acero para moldes de plástico con un alto contenido de cromo, muy buena resistencia a la corrosión (en estado templado) y buena resistencia al desgaste.
El X40Cr14 ESR es fácil de mecanizar y se puede pulir bien gracias a la pureza del material ESR. Con una elevada resistencia a la compresión y al desgaste, este templable a corazón de poca distorsión es adecuado para moldes de inyección de todo tipo en los que se requiere una buena resistencia a los materiales de moldeo por inyección químicamente agresivos.
El proceso de refundición confiere a este acero una proporción muy baja de inclusiones, por lo tanto, se puede utilizar, por ejemplo, para moldes de lentes o para fotograbado con una superficie de alto brillo.
Características
El 1.2083 ESR es un material limpio y homogéneo con buena resistencia a la corrosión, dureza y tenacidad, que es fácil de mecanizar y responde bien al tratamiento térmico. Esto lo hace ideal para una amplia gama de aplicaciones, como herramientas industriales e instrumentos médicos. Altamente pulido, llega incluso a nuestros hogares, para cuberterías, por ejemplo.
- acero para moldes de plástico
- acero para trabajar en frío
- resistente a la corrosión
- resistente a los ácidos
- poca distorsión
- buena maquinabilidad
- buena templabilidad
- grabable
- muy buena pulibilidad
- habitualmente no se nitrura
Posibilidades de aplicación
El 1.2083 ESR se puede utilizar para aplicaciones que requieran protección contra la corrosión, por ejemplo, para moldear materiales corrosivos como el PVC y los acetatos, para moldes expuestos a condiciones de trabajo húmedas y para instrumentos y herramientas quirúrgicas y dentales.
Aplicaciones en las que se requiere una buena resistencia al desgaste, por ejemplo, para moldear materiales abrasivos.
Aplicaciones que requieren un elevado acabado superficial, por ejemplo, para fabricar piezas ópticas como lentes, para cámaras y gafas de sol, así como para recipientes médicos.
- construcción de máquinas en general
- técnica medicinal
- moldes para plástico
- herramientas para el prensado de resina sintética
- herramientas para moldear a presión
- fundición a presión de metales ligeros
- herramientas de corte
- cuchillas para máquinas
- cuchillos de cocina
- navajas de afeitar
- cizallas
“doctor blades” - instrumentos quirúrgicos
- herramientas de medición
- rodamientos
- rodamientos de bolas
- patines para hielo
- elementos de bombas
- válvulas
1.2083 ESR Valores estándar
Análisis químico:
| C | Si | Mn | P | S | Cr |
|---|---|---|---|---|---|
| 0,36 - 0,42 | 0,0 - 1,0 | 0,0 - 1,0 | 0,0 - 0,03 | 0,0 - 0,03 | 12,5 - 14,5 |
Denominación química:
X40Cr14
Dureza de trabajo:
50-55 HRC
Dureza al suministrar:
máx. 241 HB
CARACTERÍSTICAS FÍSICAS DEL 1.2083 ESR
¿A qué grupo de aceros pertenece el 1.2083 ESR?
• Acero para herramientas
• Acero inoxidable resistente a la corrosión
• Acero inoxidable resistente a los ácidos
• Acero para trabajar en frío
• Acero para moldes de plástico
¿Por qué un material ESR?
La refundición por electroescoria o ESR (ESR son las siglas en inglés de Electro-Slag-Refined or Remelted), es un proceso en el que el acero se refunde y pasa por una escoria que elimina los residuos y las impurezas del acero. Lo que queda es un acero con un mayor grado de pureza y una estructura más fina y homogénea. La reducción de impurezas en el acero le confiere mayor integridad, porque hay menos puntos débiles. El acero ESR puede tener mejores características mecánicas, como mayor resistencia a la tracción, límite elástico, tenacidad, resistencia al desgaste, mejor acabado superficial y una vida útil de las herramientas más larga.
En el caso concreto del 1.2083 ESR, un acero ya resistente a la corrosión, el proceso ESR mejora la resistencia a la corrosión al reducir las inclusiones y otras impurezas.
¿Es un acero inoxidable el 1.2083 ESR?
¿Está libre de corrosión el acero 1.2083 ESR?
La resistencia general a la corrosión del 1.2083 ESR
¿Se puede magnetizar el acero para herramientas 1.2083 ESR?
Trabajar en frío el 1.2083 ESR
La resistencia al desgaste del 1.2083 ESR
LAS CARACTERÍSTICAS TÉCNICAS DEL 1.2083 ESR
¿Es un acero para cuchillas el acero para herramientas 1.2083 ESR?
La dureza de trabajo del 1.2083 ESR
La densidad del acero 1.2083 ESR
La resistencia a la tracción del 1.2083 ESR
El límite elástico del 1.2083 ESR
El límite elástico indica cuánta carga es necesaria para provocar una deformación plástica y cuándo se alcanza el punto en el que el material ya no vuelve a la forma original después de retirar la carga. Entonces, o bien permanece en la forma deformada o se rompe.
El límite elástico de este acero para herramientas es de 1600 N/mm2.
La maquinabilidad del 1.2083 ESR
La conductividad térmica del 1.2083 ESR
valor W/(m*K)
22,6
23 °C
24,0
150 °C
24,6
300 °C
24,9
350 °C
24,4
400 °C
23,7
500 °C
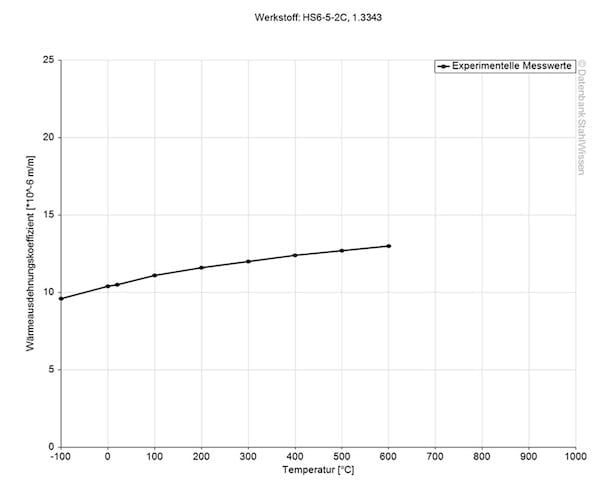
El coeficiente de dilatación térmica del 1.2083 ESR
valor 10-6m/(m*K)
11,1
20 – 100 °C
11,6
20 – 200 °C
12,0
20 – 300 °C
12,3
20 – 350 °C
12,4
20 – 400 °C
12,5
20 – 450 °C
12,6
20 – 500 °C
La capacidad calorífica específica del 1.2083 ESR
La resistencia eléctrica específica del 1.2083 ESR
valor (Ohm*mm²)/m
0,6
20 °C

PROCEDIMIENTO DEL 1.2083 ESR
El tratamiento térmico del 1.2083 ESR
Las características del material se determinan durante el tratamiento térmico. Por lo tanto, siempre debe realizarse con cuidado. Se determinan características como la resistencia, la tenacidad, la dureza superficial y la resistencia térmica, que a su vez pueden prolongar/mejorar la vida útil de piezas, herramientas y componentes.
El tratamiento térmico incluye el recocido por disolución, el recocido blando, el normalizado y el alivio de tensiones, así como el revenido, el temple y el enfriamiento o bonificado.
El recocido del 1.2083 ESR
El alivio de tensiones del 1.2083 ESR
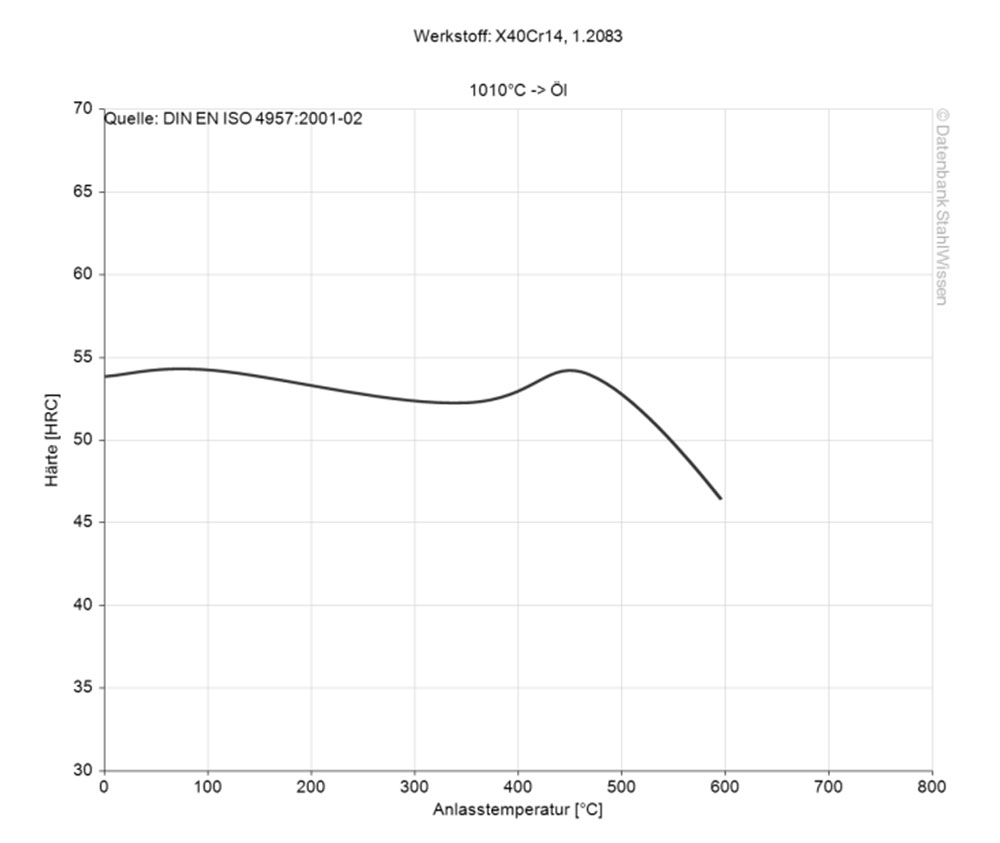
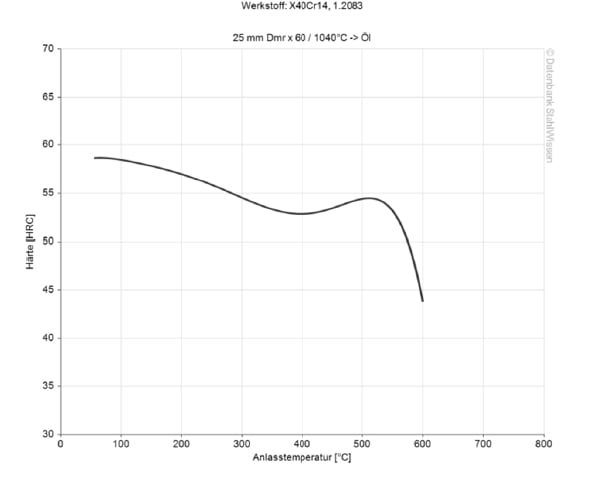
El revenido del 1.2083
Seleccione la temperatura de revenido deseada, revenga el material dos veces y enfríelo a temperatura ambiente entre el primero y el segundo revenido.
La temperatura de revenido no debe ser inferior a 250 °C y se tiene que mantener a la temperatura seleccionada durante al menos 2 horas. Se recomienda la temperatura de 250 °C para conseguir la mejor combinación de dureza, tenacidad y resistencia a la corrosión.
El temple del 1.2083 ESR
Se precalienta el material a 600 – 850 °C.
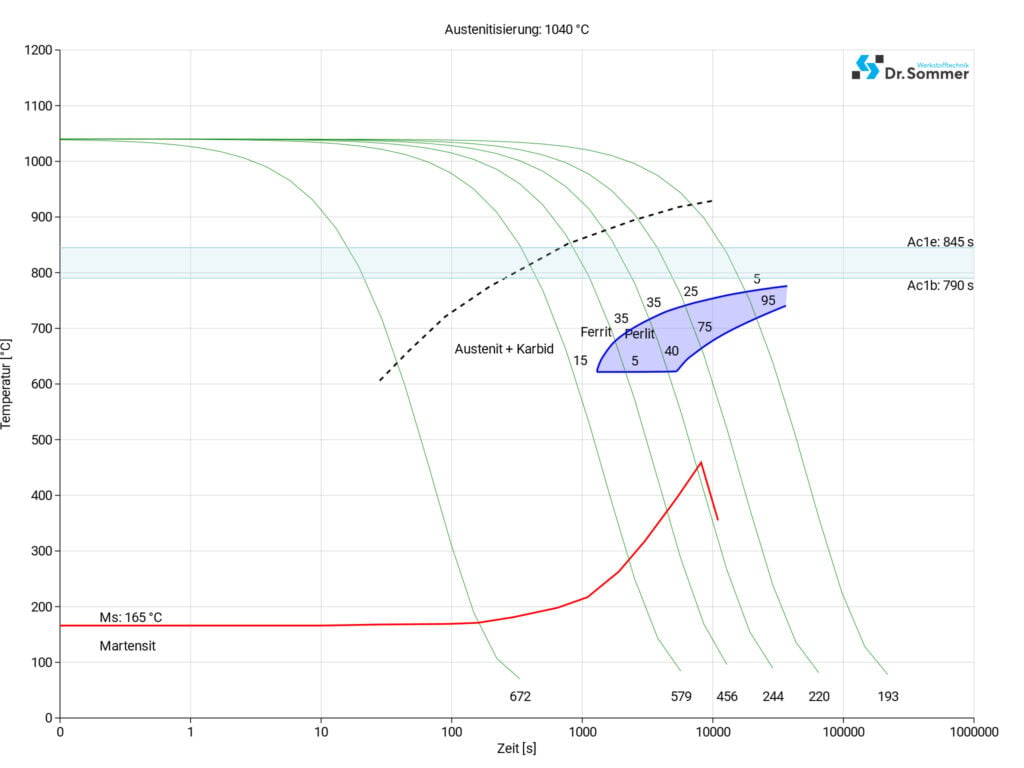
Para la austenitización, el material 1.2083 se calienta a una temperatura de 1010 – 1067 °C.
El tratamiento criogénico del 1.2083 ESR
El enfriamiento del 1.2083
Enfríe el material rápidamente para obtener las mejores características para sus herramientas, pero asegúrese de que la velocidad de enfriamiento no es excesivamente rápida para que el material no se deforme ni se agriete.
Las piezas se tienen que revenir inmediatamente cuando hayan alcanzado una temperatura de 50 – 70 °C.
• Lecho fluidizado o baño de sal a 250 – 550 °C, después el enfriamiento se produce en una corriente de aire
• Vacío con suficiente sobrepresión
• Aceite caliente, aprox. 80 °C
El diagrama TTT continuo del 1.2083 ESR
EL TRATAMIENTO SUPERFICIAL DEL 1.2083 ESR
EL TRATAMIENTO SUPERFICIAL DEL 1.2083 ESR
La pasivación del 1.2083 ESR
El pulido del 1.2083
Los procesos PVD y CVD para el acero para moldes de plástico 1.2083 ESR
El galvanizado del 1.2083
La texturización del 1.2083
EL MECANIZADO DEL 1.2083 ESR
La electroerosión del 1.2083 ESR
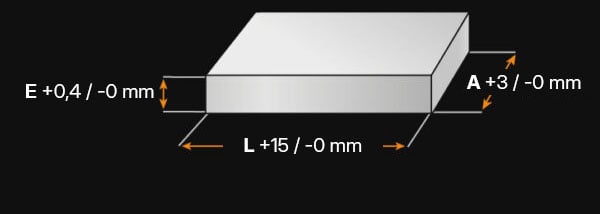
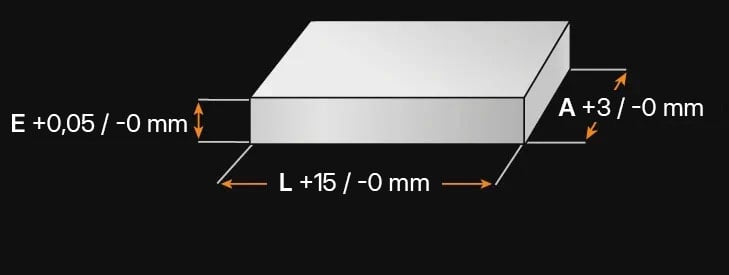
Los cambios dimensionales del 1.2083 ESR
Soldar el 1.2083 ESR
En la medida de lo posible, se debe evitar soldar este acero debido al alto riesgo de agrietamiento.
Si es inevitable soldar, caliente el material a 200 – 250 °C y manténgalo a esta temperatura para evitar que se agriete. Después de soldar, se tiene que revenir el material templado a 10 – 20 °C por debajo de la temperatura de revenido original. El material recocido blando debe calentarse de manera uniforme hasta 890 °C en una atmósfera protegida. A continuación, se enfría en el horno a 20 °C por hora hasta 850 °C y después a 10 °C por hora hasta 700 °C. A partir de ahí, el material se puede seguir enfriándo al aire.
Se tienen que utilizar metales de aportación con la misma composición que el metal base.

















