


EL 1.2085 / 1.2099 DE UN VISTAZO
¿Qué tipo de acero es el 1.2085 / 1.2099?
Como acero martensítico para herramientas, el material 1.2085 / 1.2099 (X33CrS16 / ~X5CrS12) es magnetizable y tiene una buena resistencia a la corrosión, incluso cuando se expone a la humedad y cuando se procesan plásticos agresivos. El acero para herramientas 1.2085 / 1.2099 resistente a la corrosión se suministra en estado bonificado, tiene buena maquinabilidad y alta resistencia sin necesidad de tratamiento térmico adicional.
Este acero se puede utilizar cuando es primordial una buena maquinabilidad combinada con resistencia a la corrosión. El 1.2085 / 1.2099 tiene buena tenacidad y conformabilidad, así como buena estabilidad dimensional.
Características
El acero para herramientas 1.2085 / 1.2099 es una buena elección para moldes de plástico y ofrece una gran combinación de resistencia a la corrosión, resistencia al desgaste, estabilidad dimensional y maquinabilidad. Tiene un buen equilibrio entre tenacidad y dureza y es capaz de soportar tensiones mecánicas.
- acero para moldes de plástico
- resistente a la corrosión
- bonificado
- resistente a plásticos agresivos
- resistente a ambientes climáticos húmedos
- magnetizable
- buena maquinabilidad
- debido a la adición de azufre, el 1.2085 es más fácil de mecanizar que el 1.2316.
- el 1.2085 se ofrece para aplicaciones en estado de suministro bonificado (aprox. 33 HRC).
- no está previsto ningún otro tratamiento de temple para ninguno de los dos materiales.
Posibilidades de aplicación
Las aplicaciones de este acero para herramientas resistente a la corrosión incluyen: moldes huecos, envases, instrumentos de medición, instrumentos ópticos y la industria electrónica. Gracias a su mayor resistencia a la corrosión, los moldes requieren menos mantenimiento. El 1.2085 / 1.2099 se puede utilizar para piezas de máquinas o dispositivos médicos sometidos a un gran desgaste o que requieran una limpieza o mantenimiento periódicos.
- construcción de máquinas en general
- construcción de aparatos
- procesamiento de plásticos
- herramientas para fundición inyectada
- placas de base
- piezas de montaje
- marcos de moldeo
- moldes para plástico
- herramientas de extrusión
- válvulas
- válvulas de vapor
- válvulas de de agua
- piezas de grifería
- construcción de bombas
- varillas de bombeo
- fabricación de compresores
- piezas para compresores
- instrumentos quirúrgicos
1.2085 / 1.2099 Valores estándar
Análisis químico:
| C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|
| 0,28 - 0,38 | 0,0 - 1,0 | 0,0 - 1,4 | 0,0 - 0,03 | 0,05 - 0,1 | 15,0 - 17,0 | 0,0 - 1,0 |
Denominación química:
X33CrS16 / ~X5CrS12
Dureza de trabajo:
aprox. 33 HRC (estado de suministro) hasta 48 HRC
Dureza al suministrar:
330 HB
CARACTERÍSTICAS FÍSICAS
DEL 1.2085 / 1.2099
¿A qué grupo de aceros pertenece el 1.2085 / 1.2099?
• Acero para herramientas martensítico
• Acero inoxidable, resistente a la corrosión
• Acero para moldes de plástico
¿Es un acero inoxidable el 1.2085 / 1.2099 ?
¿Es resistente a la corrosión el acero para herramientas 1.2085 / 1.2099?
¿Cuál es la resistencia a la corrosión general del 1.2085 / 1.2099?
¿Es magnetizable el acero para herramientas 1.2085 / 1.2099?
¿Se puede trabajar en caliente el 1.2085 / 1.2099?
¿Se puede trabajar en frío el 1.2085 / 1.2099?
¿Es resistente al desgaste el 1.2085 / 1.2099?
CARACTERÍSTICAS TÉCNICAS DEL 1.2085 / 1.2099
¿Es un acero para cuchillas el acero para herramientas 1.2085 / 1.2099?
La dureza de trabajo del 1.2085 / 1.2099
La densidad del 1.2085 / 1.2099
La maquinabilidad del 1.2085 / 1.2099
Debido a la adición de azufre, este acero tiene una buena maquinabilidad. Como material bonificado, el 1.2085 / 1.2099 se puede mecanizar mediante fresado, taladrado y torneado. Para evitar que las herramientas se desgasten, éstas se tienen que mantener en buen estado y afiladas. Deben utilizarse fluidos de corte para reducir la fricción y el desgaste de la herramienta y para reducir la acumulación de calor entre la herramienta y la pieza de trabajo.
Después de mecanizar el acero, es posible que se tengan que aliviar las tensiones de las piezas, lo cual es menos problemático en estado bonificado, pero aún así puede afectar a la precisión dimensional de los componentes de precisión.
En una escala en la que 1 es baja y 6 es alta, el 1.2085 recibe un 5 y el 1.2099 un 6 por su maquinabilidad.
La resistencia a la tracción del 1.2085 / 1.2099
La conductividad térmica del 1.2085 / 1.2099
El coeficiente de dilatación térmica del 1.2085 / 1.2099
valor 10-6m/(m*K)
10,25
20 – 100 °C
10,72
20 – 200 °C
11,14
20 – 300 °C
11,58
20 – 400 °C
12,02
20 – 500 °C
La capacidad calorífica específica del 1.2085 / 1.2099
1.2085 / 1.2099 Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, oder das Elastizitätsmodul (Youngscher Modul, für Werkzeugstahl 1.2085 liegt bei 215 kN/mm2 und für den Werkstoff 1.2099 bei 200 kN/mm2.
¡PASIÓN POR EL ACERO!

El recocido del 1.2085 / 1.2099
Se calienta el material 1.2085 / 1.2099 de manera uniforme a 850 – 880 °C y se mantiene de 2 a 5 horas, a continuación se enfría el material lentamente en el horno hasta una temperatura de 500 °C, después el material se puede seguir enfriándo en aire, ceniza o material aislante.
El alivio de tensiones del 1.2085 / 1.2099
El revenido del 1.2085 / 1.2099
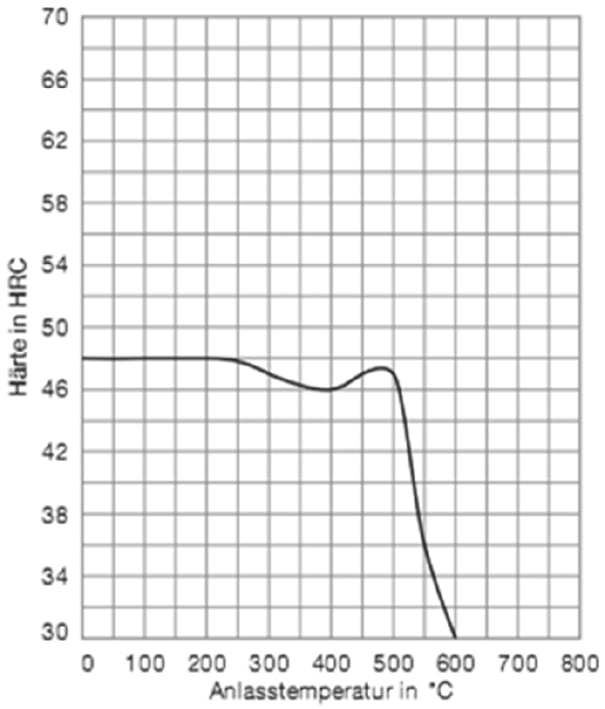
El tratamiento térmico del 1.2085 / 1.2099
El temple del 1.2085 / 1.2099
El enfriamiento del 1.2085 / 1.2099
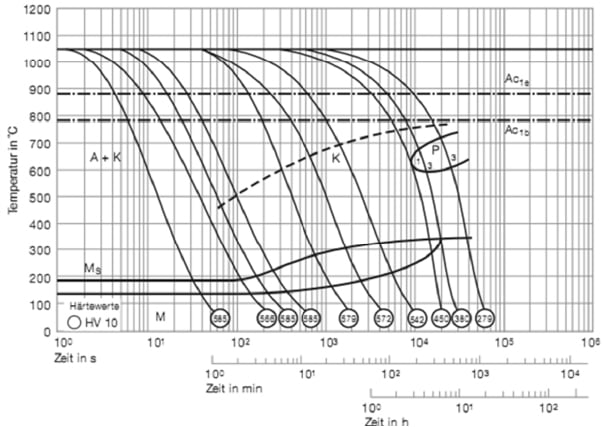
El diagrama TTT continuo del 1.2085 / 1.2099
EL TRATAMIENTO SUPERFICIAL DEL 1.2085 / 1.2099
EL TRATAMIENTO SUPERFICIAL DEL 1.2085 / 1.2099
La nitruración del 1.2085 / 1.2099
El pavonado del 1.2085 / 1.2099
El pavonado del material 1.2085 / 1.2099 confiere a las herramientas y a las piezas un recubrimiento de óxido mixto negro, que les proporciona cierto grado de protección contra la corrosión.
Sin embargo, el pavonado suele realizarse por motivos estéticos. Confiere a las piezas un color negro azulado que reduce la reflexión de la luz en la superficie.
Los procesos PVD y CVD del 1.2085 / 1.2099
La pasivación del 1.2085 / 1.2099
El revestimiento del 1.2085 / 1.2099
EL MECANIZADO DEL 1.2085 / 1.2099
La electroerosión del 1.2085 / 1.2099
Los cambios dimensionales del 1.2085 / 1.2099
El tratamiento criogénico del 1.2085 / 1.2099
Después de templar pueden quedar algunas austenitas. Estas austenitas residuales pueden convertirse en martensita mediante un tratamiento criogénico. Después de tratar el acero a temperaturas bajas, el material se tiene que revenir para que recupere un buen equilibrio de propiedades.
El tratamiento criogénico puede tener un efecto positivo en la resistencia al desgaste, la estabilidad dimensional, la dureza y la tenacidad del 1.2085 / 1.2099.
















