


EL 1.2358 DE UN VISTAZO
¿Qué tipo de acero es el 1.2358?
El 1.2358 (60CrMoV18-5) es un acero para herramientas de aleación media bonificado que se utiliza principalmente para trabajar en frío. También se puede utilizar para herramientas de trabajo en caliente a bajas temperaturas. Debido a la alta resistencia al desgaste y a la alta resistencia al impacto que tiene, este material se elige para fabricar moldes de plástico, herramientas de conformado y herramientas de estampado, etc.
Características
El acero para herramientas 1.2358 se suministra prebonificado y se utiliza sobre todo para trabajar en frío. También puede se utilizar para herramientas de trabajo en caliente con cargas de baja temperatura. Las caractterísticas existentes se pueden aumentar o mejorar mediante un tratamiento superficial adecuado para conseguir un mayor rendimiento y una vida útil más larga.
- acero para herramientas
- bonificado
- enfocado para trabajar en frío
- alta resistencia al impacto
- alta resistencia al desgaste
- templable en superficie
- buena templabilidad a corazón
- alta estabilidad dimensional
- buena pulibilidad
- buena soldabilidad
- fotograbable
- si las características anteriores son muy relevantes, puede ser un sustituto del 1.2379, del 1.2436 y del 1.2083 mod.
Posibilidades de aplicación
Gracias a su alta precisión, dureza, tenacidad y otras características excepcionales, el 1.2358 se puede utilizar para una amplia gama de aplicaciones exigentes.
- herramientas cortantes para corte de segmentos
- cuchillas de cizalla
- herramientas para conformar
- herramientas de conformado en frío
- herramientas para embutición profunda
- herramientas para extrusión en frío
- herramientas de plegado
- cilindros
- herramientas para estampar
- herramientas para prensado en molde
- moldes de plástico
- herramientas para trabajar en caliente a baja temperatura
1.2358 Valores estándar
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,58 - 0,62 | 0,2 - 0,5 | 0,7 - 0,9 | 0,0 - 0,03 | 0,0 - 0,03 | 4,3 - 4,7 | 0,4 - 0,6 | 0,2 - 0,3 |
Denominación química:
60CrMoV18-5
Dureza de trabajo:
aprox. 33 HRC (estado de suministro) hasta 60 HRC
Dureza al suministrar:
325 HB
LAS CARACTERÍSTICAS FÍSICAS
DEL 1.2358
¿A qué grupo de acero pertenece el 1.2343?
¿Es un acero inoxidable el 1.2358?
El 1.2358 no es un acero inoxidable en el sentido clásico, para ser clasificado como tal, un acero debe contener una fracción másica de al menos el 10,5 % de cromo.
¿Es resistente a la corrosión el 1.2358?
¿Se puede magnetizar el 1.2358?
¿Cuál es la resistencia al desgaste del 1.2358?
LAS CARACTERÍSTICAS TÉCNICAS DEL 1.2358
¿Es un acero para cuchillas el 1.2358?
La dureza de trabajo del 1.2358
La densidad del 1.2358
La resistencia a la tracción del 1.2358
La maquinabilidad del 1.2358
La conductividad térmica del 1.2358
valor 10-6m/(m*K)
19,4
20 °C
24,6
350 °C
26,3
700 °C
El coeficiente de dilatación térmica del 1.2358
valor 10-6m/(m*K)
11,5
20 – 100 °C
11,8
20 – 200 °C
12,4
20 – 300 °C
12,8
20 – 400 °C
La capacidad calorífica específica del 1.2358
1.2358 Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul, bzw. das Elastizitätsmodul (Youngscher Modul), für 1.2358 liegt bei 194 kN/mm2.
¡HASTA UN 40 % MENOS USO DE MATERIAL – ESTO ES €co-Präz®!

PROCEDIMIENTO DEL 1.2358
El tratamiento térmico del 1.2358
Las características del material se determinan durante el tratamiento térmico. Por lo tanto, siempre se tiene que realizar con cuidado. Se determinan características como la resistencia, la tenacidad, la dureza superficial y la resistencia a la temperatura, que a su vez pueden prolongar/mejorar la vida útil de piezas, herramientas y componentes.
El tratamiento térmico incluye el recocido por disolución, el recocido blando, el normalizado, el alivio de tensiones, pero también el revenido, el temple y el enfriamiento o el bonificado.
El recocido blando del 1.2358
El alivio de tensiones del 1.2358
El revenido del 1.2358
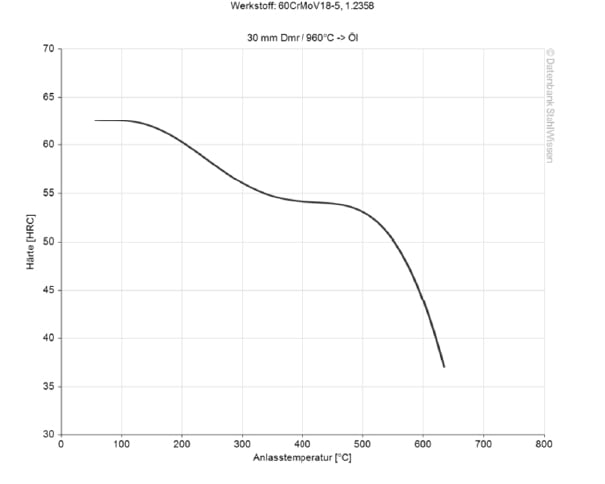
El temple del 1.2358
El temple por inducción (temple superficial) del 1.2358
El temple por inducción es el calentamiento rápido, localizado y dirigido de la superficie de una pieza. La superficie se calienta por la resistencia eléctrica del material mediante inducción (tensión eléctrica alterna).
Se utilizan diversos inductores para calentar la superficie del material de forma focalizada, endureciendo así zonas específicas de la pieza. De este modo, pueden templar zonas sometidas a grandes esfuerzos e incluso geometrías complicadas.
Tras el temple por inducción, el material se enfría directamente.
El temple a la llama (temple superficial) del 1.2358
En el temple a la llama, la superficie se calienta a la temperatura de temple de forma selectiva o en su totalidad mediante una mezcla de gas y oxígeno y, a continuación, se enfría directamente.
Después, la pieza templada se reviene para ajustar la dureza superficial y reducir las tensiones internas.
El enfriamiento del 1.2358
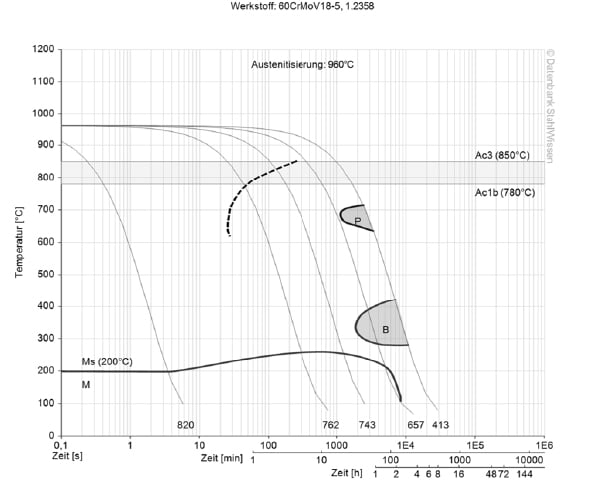
El diagrama TTT continuo del 1.2358
EL TRATAMIENTO SUPERFICIAL DEL 1.2358
EL TRATAMIENTO SUPERFICIAL DEL 1.2358
La elección del tratamiento superficial depende de los requisitos, el entorno en el que se utilizan las piezas/herramientas, las características requeridas y las cargas previstas.
Los siguientes tratamientos superficiales se pueden aplicar al 1.2358 para mejorar el rendimiento y la vida útil.
La nitruración del 1.2358
La nitruración por plasma del 1.2358
Durante la nitruración por plasma, el nitrógeno se difunde en la superficie y forma nitruros. Mediante una descarga luminosa más uniforme se consigue una dureza constante incluso en piezas complejas. La nitruración por plasma mejora la resistencia al desgaste, la resistencia a la abrasión, la resistencia a la fatiga y la resistencia a la soldadura por fricción.
Tras la nitruración por plasma, el material 1.2358 también se puede recubrir mediante el proceso PVD o CVD, como se describe a continuación.
La oxidación (óxido negro) del 1.2358
Antes de la oxidación, la superficie del material se limpia a fondo de depósitos y adherencias y, a continuación, se sumerge en una solución salina acuosa alcalina.
La oxidación negra, también conocida como coloración azul, es un tratamiento superficial que reduce la reflexión de la superficie y puede aumentar la resistencia a la corrosión.
Los procesos PVD y CVD del 1.2358
Ambos procesos crean una capa fina en la superficie del material. Esta capa puede aumentar la dureza superficial, la resistencia al desgaste y a la corrosión y mejorar las propiedades de deslizamiento.
• PVD: deposición física de vapor
• CVD: deposición química de vapor
EL MECANIZADO DEL 1.2358
La electroerosión del 1.2358
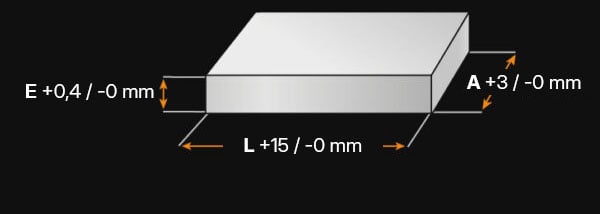
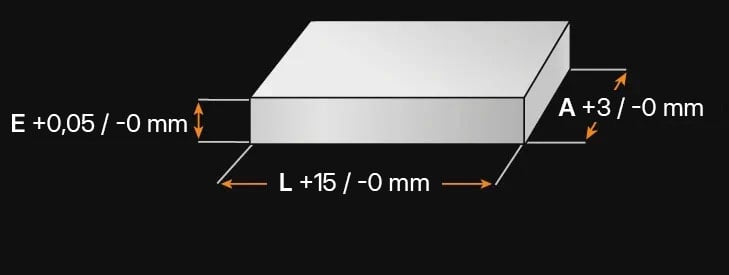
La sobremedida / los cambios dimensionales del 1.2358
Como la mayoría de los metales, este acero se puede contraer y dilatar al calentarse o enfriarse. Los cambios de fase debidos a las tensiones residuales y a la descarburación también pueden provocar cambios dimensionales que pueden afectar a las características de este acero.
Calentar y enfriar de manera controlada, aliviar las tensiones y evitar el sobrecalentamiento pueden reducir el riesgo de choque térmico y cambios dimensionales no deseados, como la distorsión o la deformación, pero también el agrietamiento, que puede obligar a empezar el proyecto desde cero.
Soldar el 1.2358
El 1.2358 se puede soldar con los procedimientos, la preparación y el postratamiento correctamente seleccionados.
Antes de soldar este material, hay que asegurarse de que la superficie no tenga grasa, lubricantes, aceite ni óxido. Para minimizar las tensiones, el material se tiene que precalentar, los consumibles de soldadura deben seleccionarse de forma similar a los del material base y se tiene que realizar un tratamiento térmico posterior a la soldadura. Después de soldar, se tiene que comprobar si el material presenta grietas u otros defectos para garantizar que los componentes puedan seguir utilizándose con seguridad una vez soldados.
















